In the development of iQ weight monitor, ENGEL's particular focus was on the filling of cavities. For the screw movement in the speed-regulated filling phase, the machine operator enters a starting position, a speed profile and a switchover point as target values. The machine control uses these to calculate a target value specification, which the injection regulator then fulfils as best as possible. In addition to the speed, the resulting injection pressure curve depends on the amount of melt in the screw vestibule, the flow properties of the material and the flow resistance along the jet, hot runner and cavity. Due to the many influencing factors, the injection pressure curve is characteristic to the respective application – and therefore unique. Fluctuations in one or several influencing factors that occur in practice affect the part quality as well as the pressure curve. Therefore, the pressure-time curve is suitable as an indirect quality monitor.
Meaningful performance indicators
iQ weight monitor provides three performance indicators for each shot: the injection volume, the change in viscosity of the melt and the congruence between the pressure curve and the reference curve.
Since it is directly connected to the actual shot weight, injection volume is the key performance indicator. It takes into account that differences in the closing behaviour of the non-return valve result in more or less material being conveyed into the cavity.
Change in viscosity, the second performance indicator, is meaningful because the viscosity determines the flow capacity of the melt, which in turn determines the injection volume. Viscosity changes can result from, for example, fluctuations in the batches of material, the percentage of recycled material content, the moisture content or changes in temperature.
Thirdly, the congruence of the pressure curve provides valuable indications of the existence of other disrupting factors during injection moulding. For example, an extremely fluctuating value may indicate that the process is poorly adjusted or that a cold plug has formed in the nozzle.
Small effort, huge benefit!
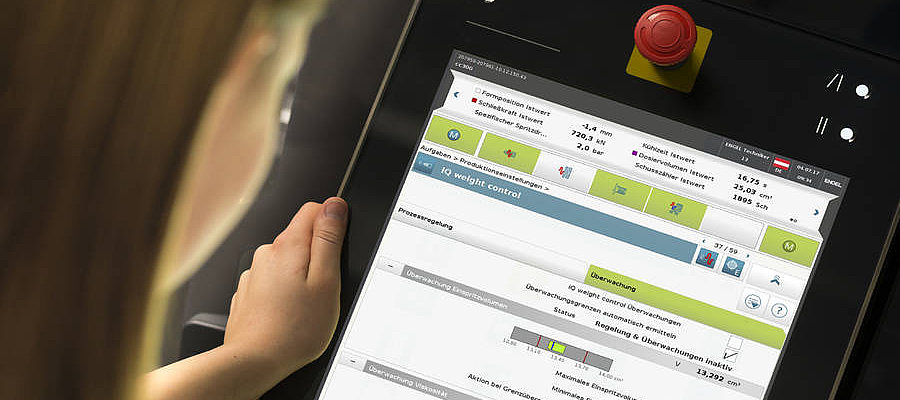
At the Fakuma 2017, from October 17 to 21 in Friedrichshafen, Germany, ENGEL will demonstrate how easy it is to fully utilise the potential of iQ weight monitor. At first, the operator optimises the process to the desired component quality as usual, and then starts the reference measurement with the push of a button. During the running process, the continuously calculated performance indicators can be monitored directly on the display of the CC300 control of the injection moulding, or, independent of location, through an MES.
As iQ weight monitor already calculates the performance indicators in the course of injection, in case of deviation from the target values the system provides the opportunity to make corrections within the same cycle, thus proactively preventing rejects. ENGEL has also developed a software for this in-line regulation. iQ weight control adjusts the switchover point and the holding pressure profile to the respective state in each cycle, thus maintaining a consistent injection volume.
How well iQ weight control can improve reproducibility depends on several factors. Naturally, processes that are already very stable in and of themselves can only be optimised to a lesser extent. In order to evaluate the additional effect that iQ weight control may have, iQ weight monitor provides the injection moulder with a very smart feature: it calculates the improvement potential achievable through iQ weight control

