
Pewter began to be processed in the more significant towns in Europe around the year 1200. The Röders family in Soltau set up their pewter foundry some 200 years ago to supply the surrounding area with plates, crockery, cutlery and cask taps. What was the situation in Europe at this time? It was the time of Napoleon, who fought against the coalition armies of Russia, Prussia, Austria and Sweden in the Battle of Leipzig in October 1813. This was the most significant battle in the German Campaign of 1813 against the Napoleonic occupation, and with up to 600,000 soldiers engaged from over a dozen countries, it was probably the largest battle in world history until the beginning of the 20th Century.

„We were among the first to use CAD in Germany
in 1980“
Against this historic backdrop, the Röders family established their pewter foundry, a business which is still running today, now in its sixth generation. Pewter was about to be utilized for manufacturing cask taps. When the litre was established as the universal measurement for volume in the newly-founded German Empire in 1871, manufacturing measuring jugs became a very important aspect of the business. The pewter litre measure made by Röders was therefore the company’s first success story. Further milestones include the introduction of die casting manufacturing in 1924, and the start of injection moulding in 1936.
Jürgen Röders: “The pewter foundry became an important and growing area of business after the Second World War. Prior to this, my grandfather had tried to sell pewter products at the Grassimesse craftsmen’s fair in Leipzig and in other places for many long years without much success. Sometimes he came home without a single order. When my father completed his education after the war, my grandfather did not think it would be possible for my father to earn a living from a pewter foundry based on his earlier experiences. For that reason, my father founded a small turning shop in Hamburg, where our family lived at that time. Through the turning shop, he gained Corpoplast as a customer and started to turn the first PET moulds for them. In other words, we got our start in PET bottle moulds not here in Soltau, but in Hamburg.”
Corpoplast (we reported on 40 Years of Corpoplast in comPETence ONE:15) required moulds for the new stretch blow moulding process and found the perfect mould supplier in Röders’ turning shop. The bottles were still completely round and rotationally symmetrical – a long way from petaloid bases.
Röders: “In our turning shop, we initially produced moulds exclusively for Corpoplast. At that time, bases were not yet such an important topic due to the use of base cups. The so-called champagne and petaloid bases came much later. When this point was reached, the very first petaloid bases were manufactured from a hand-made model, that is to say, a plastic model was first created, then digitalised, and finally milled. In the 1980s, CAD gradually began to gain ground. With Prof. Welbourn, the Delcam company developed the process in order to construct aerodynamic hulls for ships. We were among the first to use CAD in Germany, at the same time as Mercedes and VW. Moulds became increasingly complex, both in the area of PET and also in pewter processing, and the earlier modelling technology, copy milling, proved to be increasingly uneconomical due to its low speed. Remember: You couldn’t mill too quickly or the stylus would lift up. The solution was CAD. Creating a computer model with mathematical spline functions was a real art in those days.”
When pewter experienced an unexpected boom at the end of the 1960s, the Röders family relocated from Hamburg to Soltau. The growth made it necessary to be close to the production site. In its heyday, the pewter foundry supplied more than 700 retailers who resold the pewter articles.
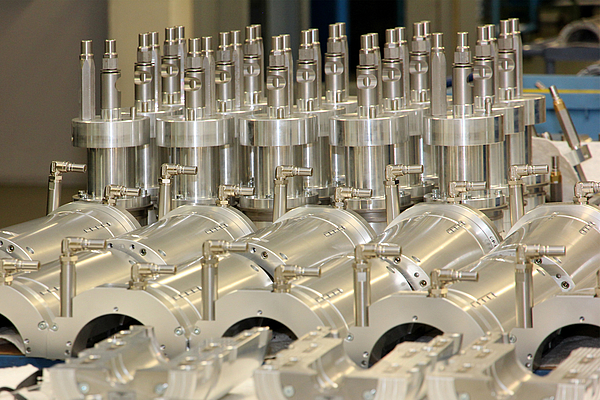
Röders: “Around this time at the site in Soltau, it became clear just how useful our experience in pewter processing was for PET moulds. Until this point, we had mainly seen the advantages of CAD in the context of making moulds for pewter. As the demand for new PET bases and PET moulds became apparent in 1984, the process of turning moulds

aded further and further into the background. CAD played a huge and very crucial role in this. We had already gained the expertise from working with pewter, so we were well ahead of the game. We became the exclusive suppliers for Corpoplast and it is fair to say that at that time, there was no other supplier with the capacity to manufacture the complex moulds and base moulds.”
Growth continued, the new branch of the business picked up speed, and early on Röders began to specialize in making moulds for PET. They had to adapt to the technology and the mould production, which they did as thoroughly as possible, allowing them to quickly build up the necessary expertise.
Röders: “We had a long, partnership-based collaboration with Corpoplast until the beginning of the 1990s. Then we all began to feel the effects of the difficult economic situation of the time, and in the course of this, the Krupp Group, which had owned Corpoplast since around 1980, decided that Krupp Kunststofftechnik in Essen would manufacture the moulds for Corpoplast. Not only did this come as a real surprise to us, we also didn’t really understand it. We had not been involved in making the decision. In accordance with the old business tradition, we only ever had a gentleman’s agreement with Corpoplast. We had simply worked together and trusted each other. Röders had been the exclusive supplier. And who else could we supply? There were not many machine manufacturers in the field at that time. So we had to make significant reductions overnight. We had really lost something significant, even if the moulds business was still our smaller line of business.”
Röders then reflected on nearly 200 years of entrepreneurship and addressed the new challenges. Solutions and alternatives needed to be developed.

Direct connections to PET bottle manufacturers, bottling companies etc., had to be established with lots of patience at first, and Röders slowly eased itself back into the market as a mould supplier. The customers in the drinks industry who manufactured bottles themselves but were still wary of the technology and had limited knowledge proved to be a significant hurdle at that time. They were mainly driven by marketing and preferred to leave the technology to the suppliers. The machine manufacturers used to say: “If you buy everything from a single source, then you won’t have any trouble.”
At this time, it was already common practice in the injection moulding business for independent mould makers to supply moulds for a range of injection moulding machines. As the mould set-up is more or less identical for all machines, this was, and still is, considerably easier than supplying the blow moulding business, with its different mould carriers. Röders performed pioneering work in this area of PET mould making.
Röders: “It certainly took some doing before we were established in the PET industry, even though our name was already somewhat known. We encountered the following situation: As soon as the customer had decided on a particular bottle design, the moulds had to be supplied as soon as possible. The bottle had to run on the stretch-blow moulding machine as quickly as possible to avoid any loss of production. Basically, we had to build up trust, to make it clear that we were capable of meeting these requirements. That was an incredibly laborious phase, and my father had to work very hard. Above all in South America: It was helpful here that the South Americans tended to be a bit more experimental and also more prepared to take risks. In addition to this, the machine manufacturers were also further away. The three of us – my father, Mr Böhling and I – really built up the moulds business from around 1994. Many of our customers from this time are still among our regular customers today.”
In the early days of the moulds business, it was important to provide customers with advantages. At that time, the price for the moulds proved not to be such a significant factor in purchasing decisions, it was all about the lead times – the faster the better. Röders was able to score points in this area, thanks to the new milling technology and their own milling machine which had been designed for the PET sector. We had figured out how to hold our own and communicate with the market: short lead times.
Röders: “We had already begun to develop our own milling machines at the time when we were dropped as the mould supplier for Corpoplast. We were able to achieve significantly better surface finishes with our machines, which improved the lead times and reduced the costs of the moulds – polishing was, and still is, expensive. At that time, there were – and actually still are – customers who insisted that Röders moulds were built into their machines and tested and approved by machinery manufacturers. Corpoplast or Krupp in Essen probably did not like that very much.”

The PET market enjoyed double-digit growth rates, and so the secondary industry slowly warmed up, making it easier for Röders to get into the moulds business. The technological challenges increased, and difficult specifications occupied machinery manufacturers and mould constructers alike. The moulds also became more complex, and the surfaces and engravings became more demanding. But even so, the expertise that the engravers and chasers brought from the pewter foundry gave Röders a significant advantage.
Röders: “A completely new aspect helped us to strengthen our name in the market: large drinks manufacturers did not want to debate their new ideas and developments with machine manufacturers. And so the unusual, innovative ideas from Pepsi, Coca-Cola etc. came straight onto our table. We still have customers who prefer to make these kinds of developments with us instead of plant engineers such as Krones, Sidel or Corpoplast. We have long-term partnerships and our developments partly overlap with stretch-blow moulding machines. In addition to offering short lead times for our moulds, the trust we have built up has enabled us to make such consistent and positive development as a PET blow mould supplier. There are now a huge number of other mould manufacturers on a global, local and regional level.”
TODAY
As a secondary business, Röders now supplies moulds for all the major two-stage stretch-blow moulding machines for Sidel, Sipa, Krones and Corpoplast, and sometimes for their new machines as well. An interesting aspect of this is the development cycle, where new innovations tend to be brought onto the market roughly every four years. New technological developments, such as reductions in blowing pressure, also affect the mould makers and must be taken into account. But other changes in the area of bottles and preform production also influence the market.
Röders: “To date, we have worked well together with converters, once again building long-term working relationships. The PET industry and the converter business have both undergone considerable change: They are doing very little business in one-way bottles. In contrast, converters are now able to fulfil many unusual requirements, frequently in the hot-fill market, and then of course serve the same target group as we do in the preform business.”
10 years ago, bottles weighed 5–6 g more, so you had more leeway when meeting bottle specifications. The topic of weight reductions and sustainability has trimmed everything right down to the basics. Customers in the moulds business want safety, and to deliver this, state-of-the-art blow moulding technology and expertise in stretch blow moulding are essential.
Röders: “Of course nowadays, we are also concerned with topics such as sustainability in technical and technological developments. As mould suppliers, we have to stay abreast of changes, for example, the topic of decreasing the blowing pressure and its influence on base design. Our technical department and R&D center is increasingly working on these sorts of questions. In a nutshell, we are going to further expand the laboratory so that we can manage technological innovations such as the stretchrod control on our stretch-blow moulding machines. It is particularly crucial in the international market that the moulds are tested using state-of-the-art technology, so that the products – in other words the bottles – are flawless before everything is shipped.”
„The driving force behind new
and innovative developments is cost pressure.“
TOMORROW
Bottle size and bottle designs change with each new trend. For example, the one-way bottle, which was developed for Aldi, quickly became the typical bottle for discounter stores in a very similar form to the original, as it fulfilled all the requirements of this market segment. However, today there is a new trend: In addition to the “budget product”, the “gourmet product” has come onto the scene. It aims to create a feeling of value – and at the same time generate greater profit margins for bottling companies. It is the ideal trend for mould makers, who would like nothing more than to make an entire range of moulds: 250ml, 333ml, 500ml, 600ml, 750ml, 1000ml and 1500ml.
Röders: “As mould makers, we definitely do not set any trends. But we have to embrace the trends in bottle and base design and keep pace with them. The driving force behind new and innovative developments is cost pressure. In our opinion, weight reduction and material conservation on the body of a bottle has basically run its course, and this tendency is now beginning to swing back in the other direction.”
In the future, mould producers will be increasingly judged on the cost of moulds and lead times – along with quality, of course. These metrics are inevitably tied to the milling method and manufacturing processes used in mould production, which is interesting, if like Röders, you construct a specific milling machine for each mould.
Röders: “Milling machine construction is a specific market. We are highly specialised in this, which helps us a lot with the lead times and costs involved in mould production. The machines are becoming faster thanks to modern drive technology, such as linear motors and control engineering, making it easier to achieve the lead times required.”
From both a manufacturing and production engineering perspective, the question that arises today in terms of moulds, but also in terms milling machine manufacturing, regards the potential advantages of increased digitalisation. Industry 4.0 is currently a major topic of discussion in manufacturing.
Röders: “I still find this a trendy topic. The availability and reliability of milling machines are regularly cited as factors which could be improved with digitalisation. However many failures are sudden; we receive no warning. In my opinion, increasing the speed with which malfunctions are rectified is an interesting approach, which could be significant. Digitalisation is an evolutionary process, driven by high computational power and the bandwidth of data transfer, which is the backbone of Industry 4.0. It is important to see what other industries do with this. There are still no sensors in PET moulds, except for temperature sensors, but we have not yet gone beyond this.”
The reliability of manufacturing processes is certainly the fundamental requirement for Industry 4.0. For the milling machine, for example, this means that the temperature control and the temperature balance of the machine are critically important, so that the machine geometry is correct. In order to face the future challenges, one thing is required above all: Enthusiasm for engineering. Enthusiasm for engineering and technology is essential in order to make the most of future opportunities. A reluctance to pursue engineering does not drive development, and so we must ensure that young people are enthusiastic about engineering as well as IT.
Röders: “It became clear in the economic crisis of the 1990s that not many young people were interested in engineering anymore. Even back then, we were trying to turn this around here in Soltau. We founded the “Inventors’ Club” together with a teacher from the local high school. The club is still running and is fuelled by huge amounts of dedication. We send an engineer to the club once or twice a week. For example, we program a specific geometric model with the pupils at school, and then mill it at our production site. It is a fantastic practical application for the theory learned at school and it also helps us to secure the next generation of engineers.”
On the question of whether the future of the business lies within the Röders family, he answered: “Development is always organic. We will see whether any of my four children, who are currently between 5 and 11 years old, have a passion for engineering in their genes.”
„Industry 4.0 -
I still find this a trendy topic.“
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
