
There will be more than 300 billion extra pieces on the shelves of large supermarket chains by 2024 - This is what emerges from the predictive analysis carried out by Mecs-Centro Studi Ucima on the growth prospects of packaging machinery. The market survey highlights that the most dynamic sectors will be those related to the production of soft drinks, dairy and confectionery and, as regards the packaging, those related to recyclable plastics.
The research is a confirmation of the fact that the great worldwide debate concerning sustainability of packaging solutions has become a key factor in the growth strategies of food and beverage manufacturers.
Environmental sustainability and innovation go hand in hand
Environmental protection is a primary objective, that can be achieved only through the joint action of companies and consumers. Companies are increasingly introducing technical innovations in order to produce in an environmentally friendly manner, while consumers are adopting lifestyles and behaviors capable of preserving the environment and enabling the collection and recycling of empty packaging.
Connected with the environment
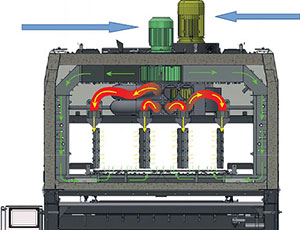
SMI has always been at the forefront of the design of innovative and flexible packaging machines for handling the packaging process efficiently and in an environmentally friendly manner. For instance, shrink tunnels of shrink wrappers have been re-designed in key green, adopting several technical innovations that allow to save on electricity and improve the quality of the packs produced.
The new shrink tunnels by SMI stand out for many new design features:
-
the electrical cabinet has been installed in a longitudinal position with respect to the direction of travel: greater thermal insulation is ensured, therefore there are less heat dispersion and savings on electricity consumption;
- the longitudinal position is more ergonomic; an aspect that ensures easier and faster access by the operator and which translates into greater optimization of the production process and savings in maintenance and management costs;

- the section of the tunnel used for the passage of the air flow has undergone a series of improvements to allow an increase in the power of the air flow, a reduction in losses and consequently greater energy saving;
- the motorization of the tunnel conveyor belt is equipped with a high efficiency SEW gearbox, which allows a significant reduction in electricity consumption;
- the regulation of the heat flow for each area of the pack is made by means of a greater number of lateral deflectors and infra-chain (depending on the tunnel model). In this way the air flow control allows a significant reduction of energy consumption and a perfect shrinkage of the bundle, even with the use of printed films.



The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
