
We were delighted to accept an invitation to interview Marco Tanner and Matthias Hermle, who talked to us about market requirements and a partnership based on synergies and the joint leverage of two owner-run SMEs with a passion for technology.
I met with the two Swiss directors in M. Tanner AG’s assembly hall in the Swiss city of Illnau. The pair share more than just a liking for Swiss chocolate. They also love taking on the technical challenges of the ever-demanding packaging industry and working on new solutions together.
Marco Tanner, 35, managing director of M. Tanner AG, joined the company at the age of 25 and took over the helm from his father when he was 29. Earlier, he had dreamed of being a professional footballer — not such a far-fetched ambition for a member of the Swiss U18 national team. Injuries put paid to this plan, but he has remained true to football, still his favourite hobby, and is now a licenced coach.
Matthias Hermle has been managing director of IMD vista for 22 years. He knew from a young age that he wanted to create something of his own one day. His basic training as an electronic engineer, with a Swiss SME in the measurement and testing sector, gave him his first experience with a technology that he remains passionate about to this day. International business is something else that has always fascinated him.
What makes this business partnership successful? There has to be something that goes beyond a shared love of Swiss chocolate.
M. Hermle: Very true! We love discussing challenges with someone who is on the same page. This helps us make progress, makes our products better and — above all — unique. In short, our relationship is based on openness and trust. This works so well because both companies are run on the same principles and on a policy of open communication. We are simply a good team.
M. Tanner: As Mr Hermle says, we are a good team. The interesting part is that Tanner is originally a food manufacturer and IMD’s previous experience is in plastics processing. This broad foundation helped us to understand the markets; we benefit from strong synergies. Both companies are owner-managed, which means that we can quickly put our heads together whenever we need — and that’s how decisions are made.
Mr Tanner, you have been managing director of M. Tanner AG for six years. I’ve known your father, who founded and grew the company, for almost 30 years. So I’m particularly excited to get a look behind the scenes with you now. How did the process of your succession work out?
M. Hermle: The process went well for us. I joined in December 2007, first as head of finance and of HR. I then went on to manage sales. I still remember clearly how this changed my perspective — on our products around the world, and on the challenges our customers face. That’s when we started picking up speed, and things got really exciting. In 2012 I took over as managing director. That phase wasn’t entirely straightforward.
Did you always feel supported within the family business?
M. Tanner: Without a doubt. I’m 35 years old, and I’ve been managing director for six years already. And I love it. I love the challenge, and I’m extremely motivated to face it. And absolutely, I have the deepest respect for my parents, for how they built up the company and how they managed it. I think I can safely say that we’re all very happy with the way things have worked out. I enjoy my job, it brings me a great deal of pleasure to fill this role — as well as pride. There was never any obligation for me to join the company and to take over the management. It simply felt right. And of course it means continuity for the company.
Today, you have a lot of success with preform feeding systems. What were M. Tanner AG’s initial core products?
M. Tanner: My father started out with conveyor technology for food production, for things like bread and chocolate. Later, he expanded into wound cores for the electrical industry, with customers including Siemens and ABB. Competition from Asia has made a big dent in this part of the business, though. We took our first steps in conveyor technology for preforms together with the Geneva-based company Motosacoche. We built the first preform feeding system for linear blow moulding machines in 1985. When we started out, we didn’t sort using rollers, and our output was 500 preforms per hour — for the entire machine, not for each mould! The rest, of course, is history. As the PET bottle took over, requirements grew and so did the markets and blow moulding machine manufacturers. We were swept along with this development. We had to make sure that our feeding system kept pace with this growth — and in fact helped shape it. There was no alternative, not that we would have wanted one. The boom was a major challenge for the entire supply chain. Quality requirements increased, the business became more and more international. It all happened very fast. My parents did well in recognising this trend, and the way they reacted to it was outstanding. It was during this boom that we first had the idea of becoming a system provider. We developed the feeding systems, the elevators and roller sorters including integrated controls as an entire system. Even back then, it took more than just supplying components to be successful.

Mr Hermle, why don’t you tell us the story of IMD. Did you also have such a variety of products and markets?
M. Hermle: When I became managing director of IMD AG back in 1996, the business model was completely different. IMD stood for International Marketing and Distribution, i.e. trade of any kind. We tried our hand at telecommunications in particular, which was not hugely successful. In 1998, I decided to get back into measurement and testing technology. We became the Swiss sales representative for a range of technologies such as laser micrometres and contactless length measuring. Almost at the same time, we were approached by Obrist, a Swiss drinks closure manufacturer. I was immediately intrigued by this field, saw the potential and set out to develop the first industrial closure testing system. After two intense years for us and our partners, the system was ready — but nobody wanted it! We were ahead of our time, I suppose. In 2002, we had a pivotal meeting with the company Bericap at a trade fair in Munich. That was the start of a business partnership which is still very active today. And IMD has developed into a leading manufacturer of testing systems for the drinks closure industry.
Thinking about all of these developments, what do you look back on especially fondly?
M. Hermle: 2007 was the year of the pivotal decision. We had a vision of developing our own software. Our first partner, a German company, was no longer able to keep up with the technological developments — nobody was interested in DOS- based systems any more. Our next partner, from South Africa, had more and more quality issues, which eventually became unacceptable considering the soaring number of systems in an international market. Only two weeks before we took the ground-breaking decision to develop our own software, I had announced self-assuredly that it was something we would never do. Fridolin Maibach, who is now our CTO, then convinced me in an intense debate that it was the right path to take. Even today, he likes to tease me about that: “You know, Matthias, only stupid people never change their minds.” We set up our own software development virtually overnight. Today, we program all of the Vision software and the programmable logic controller ourselves.
How have the products in your core business areas changed in recent years? Or, in other words, what has been the greatest challenge for your development department?
M. Hermle: Two things spring to mind. Firstly, image processing technology developed extremely fast. A little more than ten years ago, there was hardly enough computing capacity to test 2,000 closures per minute — with just one colour camera. Today, we use several colour cameras and test more than 4,000 parts per minute. In addition, digital communication has become very stable. Achieving this technological leap while preserving backwards compatibility for our customers was a true challenge. Secondly, the technical breadth of our systems. From the simple process of conveying the closures, to cooling — which is not as mundane as it sounds — to sorting and finally to our core business, image processing, for 100% control. Another challenge for our development team is high-voltage technology, and most recently terahertz measurement technology. And finally, there is digital printing.

Mr Tanner, has the principle of preform feeding changed?
M. Tanner: Yes, you could say that. I wanted to document these changes, so you can see them for yourself in our little museum, which I had built as a Christmas present for my father. It shows how we’ve developed, everything we’ve done and created. You can also see the problems we’ve overcome. And we’ve come across some truly wild phenomena.
How do the growing requirements affect plant and component control? Has this become simpler or more complex?
M. Tanner: Today, everyone has to be able to operate a production machine. In the past, people used to say that machine operators needed to have a “feel” for setting machines. In actual fact it didn’t take long to develop the “feel” for the right settings. OK (laughs) — some people took longer than others. But of course that’s not sufficient any more.
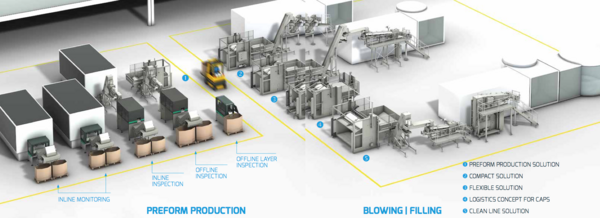
PREFORM PRODUCTION
Today every area needs to be fitted with sensors, which are used to con figure settings and ensure reproducibility. There was a phase when it was all about making machines faster and faster. Today, plants are often switched over more frequently, meaning that it can make more sense to run them at just 60,000 b/h instead of 70,000 b/h. When all of the peripheral equipment is working to the optimal standard, the total plant output may even be higher.
M. Hermle: It’s definitely become simpler! Our machines are known for their user-friendliness. The entire plant is run from a single operator panel.

Do you expect completely new developments, systems and strategies within the PET packaging and filling industry?
M. Hermle: I think that developments such as bottles made from compostable materials are very interesting approaches. The thing is that a high-volume business like the packaging industry can’t make changes so quickly. It takes years before new technologies are ready for series production and are accepted by the market. On top of that, consumers don’t change their habits overnight, as we’ve seen with PET cans and beer bottles made from PET.
M. Tanner: A while ago, I saw a machine in operation that uses compression moulding to create preforms. We know what that means for us! We won’t be needed in the same way — with the existing systems — in the future. The industry certainly has plenty of examples of perfectly good technology which was superseded by something better. But, for a variety of reasons, I don’t believe that a lot will change in the short or medium term.
Would you say that this technology is better?
M. Tanner: It depends on what you mean by “better”. Anyway, it’s still too soon to answer this question, but the pros and cons will become clear over time. Compression moulding is certainly an interesting approach — for one thing, when you look at the use of block systems combining machines for manufacturing preforms and for manufacturing bottles.
M. Hermle: In my view it’s not “better”, just “different”. First of all, it still remains to be seen whether injection moulding, which is a very mature technology, will really come under pressure in the long term. We’re talking about mass production here, about plants that run very efficiently around the clock. There’s still a long way to go, especially as injection moulding is also continuing to develop.
M. Tanner: I don’t see any immediate risk of substitution. After all, there’s any number of standard systems on the market, and it’s a market dominated by a few large injection and blow moulding companies. In that respect, things aren’t going to change suddenly, even if it would have clear advantages for quality and costs. We don’t feel threatened, but of course we’re remaining vigilant and we’re focusing on our strengths: exibility and innovative power.
M. Hermle: The good thing is that these innovative ideas stimulate the industry. In my view, part of our job as managing directors is to connect with others, to form networks. This is extremely important for us in view of our small size and in view of our products. It allows us to identify imminent developments that will affect the markets and our technologies. We need this knowledge in order to contribute our own creative ideas — not just so that we can stay in business, but also to open up new business fields. So I’m very happy to be able to use your valuable services under the creative slogan “connecting comPETence”. That’s what it’s all about.
We’re increasingly seeing a smaller number of larger companies all along the value added chain — what’s your view on this consolidation of the market?
M. Tanner: We need a healthy balance. Of course we like working with the major players in the industry — they cover a large part of the market. Of course, this takes up a large part of our capacities, but we always aim to have room for other markets and other customers.
Could this situation prove problematic for smaller SMEs?
M. Tanner: We’re familiar with this situation, having experienced it multiple times ourselves — we were an exclusive supplier to major industry players, but at some point these companies decide to invest in creating added value themselves, and replace an external supply with internal production. This was a major blow for us each time. But we’re still here, with new products and innovative ideas.
M. Hermle: The size of our companies allows us to be flexible. We can take quick decisions, which makes us more than capable of winning projects. We are able to go from theory to practice within a very short space of time. And we like specialising — this applies to both Tanner and IMD. Specialising leads to innovations, so we are often one step ahead of the “heavyweights”.
Speed is one thing, capacity is another. Aren’t you finding that administrative work is taking up more and more resources? And isn’t that difficult for a small company to manage?
M. Tanner: All of the different national standards, the political situations — keeping all of this in view, assessing its impact on us and adjusting our strategy accordingly — it certainly keeps us on our toes. More work is involved now, and more capacity is needed. But we’re stepping up and adapting. At the same time, we’re focusing on what we’re able to influence ourselves.
What are the major challenges for preforms, both in terms of feeding and handling and in terms of inspection?
M. Tanner: Definitely the need to make savings directly in preform production. Preforms have changed in terms of materials — they now have shorter necks, smaller support rings. This makes it more difficult to align the material correctly. External conditions, such as temperature and humidity, also have a stronger impact. Efficiency and performance are constantly increasing, while the share of PET packaging in the packaging mix is growing. This is leading to new geometries and in some cases new materials.
M. Hermle: On top of that, expectations are constantly rising. Our customers want creative innovations, higher productivity, greater efficiency. At the same time, they want to see prices fall — and raising prices is out of the question. I wonder how much bigger this contradiction will become. And I’m not alone in that.
M. Tanner: But this pressure is also an opportunity. The market is driving us towards success. By “us” I mean everyone in the value added chain. That’s the principle. What’s important is nding the right balance — and timing.


What would you like to see in the industry? Or, in other words, what concerns you about our industry?
M. Tanner: TCO is still not given enough attention. Customers spend plenty of time weighing up the cost of investing in a plant — if they spent just as long assessing the plant’s long-term service life, perhaps over ten years, I think they would often come to a different conclusion. The importance of this kind of in-depth assessment is underestimated at the moment.
M. Hermle: As a supplier of testing machines, we’re naturally worried about losing the business of smaller filling companies. This is the result of price competition and pressure on costs, which can be compensated by producing large volumes. Small filling companies and converters are finding it increasingly difficult to survive in these conditions.
Of course, inspection always involves separating out the products for testing. Is this where space-saving systems offer an advantage?
M. Hermle: Exactly, it’s all about short distances — straight from the roller sorter to the inspection unit — a block system that saves space. But they also have the advantage of making it possible to share strategies, for example feeding plus inspection. There are many different requirements, partly due to the increasing diversity of bottles and containers produced for household and cosmetic products.
Are the plants equipped with all the technical options available?
M. Tanner: No, there are two main reasons not to do that. Firstly, full integration would of course be expensive. Secondly, our customers never need every single element. But we set great store by the ability to upgrade. The development of modular systems is extremely important when it comes to design. I like to call this “anticipatory development”: anticipating what will become relevant and offer advantages.
M. Hermle: Yes, this is the idea behind Tanner and IMD’s Factory Concept 4.0, for example. We meet our customers’ demands, of course — but more than that, we know their situation so well that we are able to tell them what they need. This approach allows us to constantly scrutinise the latest technological developments and keep developing new strategies. Take our PECO LUX system — it focuses on identifying trends, by monitoring preforms during production as they slide over a detection eld right at the outlet of the injection moulding machine. We asked ourselves whether it’s really necessary to check every detail of every single product at this point, or whether it’s sufficient just to monitor the products. The concept has certainly proven itself. PECO LUX has an extremely reliable ability to detect when something goes wrong in the production process. An alarm is triggered immediately and the fault can be resolved on the spot. If any anomalies are detected, every aspect of the products can then be thoroughly checked so that faulty preforms can be separated out and the rest can be passed on for sale.
Let’s talk about relevant inspections on the line. Do the same conditions apply to fillers as to preform and closure manufacturers?
M. Hermle: In my opinion, inspection tasks are still being over-standardised. Fillers have to carry out their inspections in such a way that the plant doesn’t have to be stopped. The tests required can be described as very straightforward. Often, an error is caused by a faulty support ring, or a fault occurs at the sealing surface which may cause the bottle to leak. It’s different for closure and preform manufacturers — they have to make sure that all their products are perfect. This is where our Factory Concept 4.0 comes in. It provides 100% monitoring of all plants using PECO LUX, 100% inline testing for particularly critical applications, and re-sorting after an incident.
Are there converters or fillers who want their machine or plant manufacturers to use your feeding technology, your inspection facilities or your system?
M. Tanner: We’re a subcontractor for new machines, which means that we aren’t in direct contact with the end customers, either converters or fillers. But we have more than 3,000 plants in operation worldwide. Tanner is a well-known brand that stands for Swiss manufacturing quality. It’s different with after-sales service, because when we provide spare parts, maintenance or upgrades, we speak directly to the customer. The same goes for our OEM customers. The advantage of this is that we’re close to the operations, to the production lines. We’re able to speak to operators. This allows us to focus our development work on what the market needs. It’s very important to us to ensure that the Tanner and IMD brands have a strong presence in after-sales service. But we don’t consider ourselves to be in competition with our customers, the plant manufacturers. It’s important to know your role, and that works very well.
M. Hermle: Our customers recognise the added value that a subcontractor’s smart solutions bring. We’re excited to see how this will develop in the future.
Amongst plant manufacturers, there is a trend towards insourcing the manufacture of products which were previously bought in. Are you able to discuss new ideas with your customers openly? Or do you develop them behind closed doors?
M. Hermle: It’s de nitely not always easy. Sometimes it’s like walking a tightrope. On the other hand, both sides should have the aim of building a sustainable long-term partnership, which is only possible if they are open and transparent. And I practise what I preach. Our experience over the last three years has been extremely positive. Being open and transparent leads to synergies and win-win situations.
M. Hermle: Creative ideas are not just a must for technical developments — creativity is also important for organising collaboration. We’re seeing a great deal of progress here. I see time and time again how much our work revolves around people. The trend in large companies may be to de-personalise their organisation, but we work with people, and it’s personal contact and dialogue with other professionals that bear fruit.
M. Tanner: Our systems are regarded as benchmarks, and they’re a point of reference for the development work carried out by our customers, who manufacture plants and machines. Of course, this also means that we spur each other on to do even better.

Let’s talk about digitalisation and data. Digitalisation enables us to efficiently process large volumes of data — can this help us to further improve the availability of a filling line, or of a preform or closure production line? Availability is already at 97.5%, after all.
M. Hermle: We see particular potential in closed-loop control systems and in the analysis of relevant process data (SPC). The data needed has been available for a long time thanks to our image processing systems, and it can be called up using various data interfaces. Of course, the injection moulding process is very complex, so it will probably be a while before we see complete monitoring and control. Filling lines and especially stretch blow moulding are already more advanced. Analysing process-relevant data using SPC and evaluating them is becoming more and more popular. The principle here is to trigger an alarm as soon as the process is no longer stable, as soon as it starts to fluctuate, rather than waiting until a parameter falls outside the tolerance range.

The requirements for bottle quality and bottle costs already set a high bar. Do digitalisation, sensor technology and inspection only offer isolated solutions? Or are they integrated approaches that can help to boost ef ciency or reduce costs?
M. Hermle: We certainly don’t see our Factory Concept 4.0 as an isolated solution. At this point, greater efficiency and lower costs can only be achieved by well-coordinated, integrated approaches.
Have you noticed a greater commitment in our industry, in the market, when it comes to digitalisation? What contribution do inspection systems make here? Or maybe we should even be talking about process monitoring systems instead?
M. Hermle: Test systems are rapidly becoming process monitoring systems. It was at the NPE trade fair back in 2009 that we presented the first system capable of automatically collecting all the data generated by our image processing systems in a database and displaying it in a production overview system. At the time, we still had a long way to go before we could integrate our system into a network. Today, this is becoming more and more common. Our IMDvista portal is increasingly being used in production managers’ offices. It allows them to keep tabs on the entire production process at a glance. We as manufacturers also need to change the way we do things — and develop systems such as PECO LUX, which focus not on checking individual parts based on quality-relevant criteria, but on checking the criteria that are relevant for the process as a whole. There’s a lot more on the horizon, or, in other words, we’re definitely moving in the right direction.
Thank you for this interview.
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
