
comPETence magazine | ONE:22 | Blowing Process
Overcoming Process Issues in the Self-manufacturing Environment - More than the eye can see; a study of diagnostics and optimization of a CSD production line
Over the last decade we have seen a wholesale move by beverage companies towards self-manufacturing of PET bottles. Logistics, supply management and other economies have confirmed the advantages of this move. Plus, making bottles on demand at the point of filling also offers the advantages of increased flexibility and closer control.
In spite of the high-quality advance blowing systems available today, many bottle producers continue to struggle with their bottle making process. This can be attributed to a number of things that range from the quality of resin and materials to preform storage practices to equipment maintenance. However, the most predominant issue that impacts the bottle blowing process in many self-manufacturing operations is a lack of understanding of the process itself and what factors impact the quality of the bottles produced.
With the increased popularity of bottle selfmanufacture, there has been a decline in overall industry knowledge in PET processing. This may be better stated as a dilution of resources. Before the popularity of self-manufacturing, bottle processing was concentrated at a select few strategic converters where there was a long history of bottle making experience and processing knowledge was very high. As selfmanufacturing spread around the globe, the need for qualified process engineers has far outpaced the available pool of qualified process engineers. While some of the facilities that self-manufacture have mastered the process, there are many that continue to struggle. Lightweighting and rPET content have further increased the difficulty of producing quality bottles, even for the most experienced producers.
Realizing that there is an industry shortage of knowledgeable plastics processing personnel and an unmet demand for companies needing assistance with optimizing their blowing process, Agr International created the Process Performance Optimization Group (PPOG). The PPOG group consists of a team of process engineers, each with years of processing experience. They are positioned to not only work to correct the problems with production at hand and optimize bottle production, but also take a holistic view of the entire production cycle and the interrelationship to the blowing operation. In addition, they also provide guidance to operators on proper practices necessary to produce quality bottles. This includes the use of science-based analysis to confirm and create a sound process that can be maintained throughout the production run. The information in this paper is based on work performed by the PPOG team and illustrates an example of optimizing a PET bottle production line.
Realizing the challenges of optimizing CSD bottle production
Along with the advantages of self-manufacturers, there are some significant challenges. And, the challenges differ based on the type of bottle produced.
A majority of bottle production issues are related to improper blowmolder setup for the bottle type. This typically results in poor material distribution, affecting bottle appearance and downstream performance. In many cases, bottle quality issues can be quickly identified with a simple evaluation of bottles through visual examination and section weight analysis. With minor blowmolder adjustments and basic knowledge of blowmolder management, the process can possibly produce bottle with acceptable quality. This is not always true for every application.
There are cases, especially with carbonated soft drink CSD bottles, where there is more to it than the eye can see and simple evaluation is not enough, as it is not only about appearance but also performance. Typical evaluation techniques that work for other type of bottles are not always sufficient to determine the root cause of CSD production performance problems. Additional expertise, processing techniques and evaluation tools are required.
In this writing, we will focus on a case study on CSD bottles, as they present their own unique processing challenges. This case study is an example of a problem that was a bit deeper than what it appeared to be. The section weights were close to targets but bottle performance on the production line and after filling was not optimum. In this instance, the Agr PPOG team used a datadriven approach to understanding and provide critical feedback for optimizing this line.
This case study involves a beverage production facility that produces CSD in a 1.25-liter format. In this facility was installed a new line incorporating a high-speed (42,000 bph) KHS two-stage blowmolder that directly feeds bottles to the filling and packaging operations. The blowmolder was also later equipped with the Agr Process Pilot® automated blowmolder management system but was not yet installed at the time of this study.
Case Study - Problem at hand
Since installation of the line, the plant experienced continuous problems with bottle production and quality. In addition to container handling and line stoppage issues, problems in the labeler and case packer were ongoing. The bottles seemed to wobble in the labeler, and were not sitting well in the cup. Further downstream, labels would pop off as the containers were going into pallets. Production targets could not be met and, customer complaints about loose and skewed labels continued to be received by the plant.
New to blow molding, plant personnel were not experienced with diagnosing production issues including the cause of the skewed labels. They did not suspect that this was the symptom of a much more significant problem.
In an effort to find a solution to the label problem, plant management contracted PPOG to assist with improving the blowmold process, providing blowmolder process training as well as extensive training on the setup and use of the Agr Process Pilot system that was going to be installed on their blowmolder.
An extensive evaluation of the line by Agr personnel confirmed the handling problems in the labeler and other downstream equipment. The team also observed that bottle bases, did not fit in base-cups of the labeler allowing bottles to “float” during label application. This resulted in bottles with skewed labels and labels that were prone to pop off. Variations in bottle diameter were also evident and responsible for bottle conveying jams downstream and line stoppages on a regular basis. Evidence gathered during the initial evaluation pointed to inconsistent bottle quality and performance as the root of the production problems.
A selection of samples was also cut and weighed to determine their section weights. The results showed that the weights were slightly off but not seriously out of specification.
To further understand the cause of the problems at hand, the team selected bottle samples to evaluate. A visual inspection was first performed for obvious issues such as under blown feet, off-center gates, folds, etc. A selection of samples was also cut and weighed to determine their section weights. The results showed that the weights were slightly off but not seriously out of specification.
To determine the functional characteristics and inconsistencies of the bottles the team opted to pressure test a sampling of production bottles. Since these were CSD bottles, this testing is used to identify any pressure related performance issues associated with the bottles. For this testing, an Agr PPT3000 pressure tester [photo 1] was used to test the bottles for volume expansion at 13 seconds, total volume expansion and burst pressure.
The testing protocol was according to standard industry testing specifications and performed on the PPT3000 as follows:
- Pressurize immediately to 135psi
- Hold 135psi for 13 seconds
- Ramp up at 10 psi/sec until burst
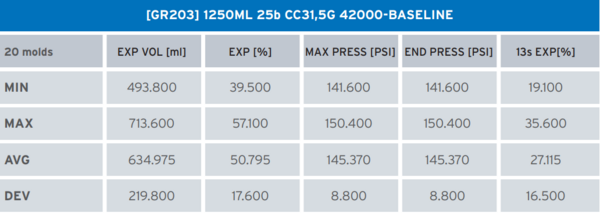
Test results on the bottle samples quickly showed performance deficiencies. The chart below (Figure 1) shows the cumulative results of bottles tested from each of the 20 molds.
In summary, the results showed that:
- Volume Expansion at 13 seconds ranged from 19-35.6% (27.1% average). This is well over expected expansion for this type of bottle (6-10% is typical of CSD bottles).
- Overall bottle expansion ranged from 39.5-57.1% (50.8% average) ¡ Burst pressure values were marginally low ranging from 141-150 psi (145.3 psi average).
- Failure points were predominantly in the bottle base
The critical item in this analysis was the 27.1% average 13 second volume expansion of the bottles tested. It was obvious that the excessive volume expansion was a contributing factor for the production issues. However, the excessive expansion was an indication of a larger processing problem, improper material distribution and insufficient bilateral orientation of the PET material.
13 second expansion
The 13 second volume expansion measurement for CSD containers, is a critical indicator of process status. It is most important in confirming proper blowmolder setup and material distribution for this type of container. Even when section weights are within specification, material distribution may be off within the section.
The Volume Expansion measurement provides information on the following:
- Whether distribution is correct for this design
- If the overall container is getting too much heat to provide desired material distribution throughout the base region
- If optimal strength has been obtained via bilateral orientation
- Indications of material issues (such as IV) affecting the blowing process
In addition to volume expansion data, burst test on the same bottles produced values that were marginally low. Further, upon examination of burst bottles, there were numerous base failures. This additional data complimented the 13 second expansion data by identifying potential base stress crack issues that are related to improper material distribution in the base.
Correcting the problems
With the conclusion that the bottle material distribution was the source of the production issues, the team turned their attention to the blowmolder and the production of the bottle. They found that the recipe (blowmolder) had some serious challenges. The blowmolder output was between 60-62%, with preform temperature set between 120-125 deg. C and a high concentration of lamps in use. Oven lamp energy was set too low, resulting in poor IR penetration into the preform walls and insufficient bilateral orientation amongst other issues.
To solve the problem, the team focused on redefining the bottle/blowmolder recipe to improve bottle performance and overcome some of the deficiencies in material distribution identified through pressure testing and section weight analysis. The first step was to change the baseline heating profile to better suit this bottle and preform.
- Preform temperature was optimized at 110-1120C
- Reduced active lamps by 14
- Energy was concentrated in the PET IR absorption range for optimal penetration
Additional adjustments were made to pre-blow pressure and timing to help optimize material distribution.
Continuous testing
Following adjustment to the blowmolder, bottle samples were taken and subject to pressure testing and section weight analysis to determine if the modifications improved the bottle. The results showed a marked improvement.
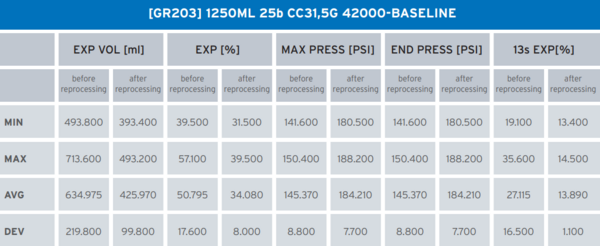
After reprocessing
- Volume Expansion at 13 seconds was reduced by half; from an average of 27.1% down to 13.9%
- Overall bottle expansion was reduced from an average 50.8% down to 34.1%
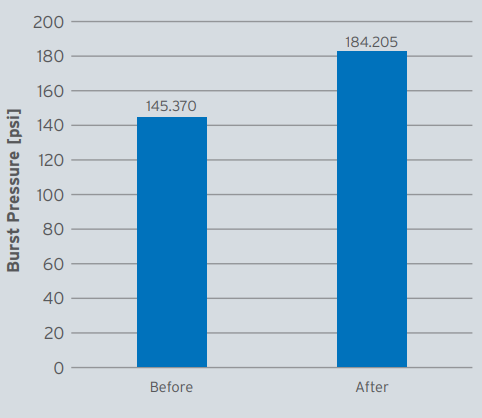
- Burst pressure values increased from an average 145 psi to 184 psi
As a result of the testing and the process modification that was put in place, the container handling and labeling issues were eliminated as were line stoppages due to bottle diameter variations. The overall quality and performance of bottles produced improved significantly.
The Agr team concluded that on this line bottle processing was not optimized to match the design and performance criteria of the bottle. In order to solve the production issues, the bottle recipe needed to be optimized to provide consistent material distribution per the original bottle design. The use of the PPT3000 pressure tester played a critical role in identifying the magnitude of the problem and providing the data necessary to make the proper adjustments to the blowmolder and once changes made, verify that these changes were correct.
Maintaining the process
Once a bottle recipe is optimized to provide consistent material distribution per the original bottle design, the challenge is to maintain this and continue to produce bottles to specification. This requires constant sampling of production and testing with blowmolder adjustment as necessary. If this diligence is not maintained, the process can quickly begin producing bottles that are out of specification. In this application, the plant had already invested in Agr’s Process Pilot automated blowmolder control system. Following this study, the team completed its installation and then initiated the Process Pilot system to automatically manage the optimized process. Since the optimal bottle/blowmolder recipe was already determined, the Process Pilot’s closed loop control was set to continually measure material distribution on every bottle produced and adjust the blowmolder as necessary to maintain the optimized process through the production run.
Conclusion
Even with the most advanced blowmolding equipment, manufacturing PET bottles can still be a challenge. Regardless of the level of operator experience, understanding how the process works, managing material distribution and monitoring the quality of bottles on a regular basis is critical to successful production. To do so properly, operators must be able to identify the signs of a process that is not optimized. For CSD bottles, some of these signs include flagging labels and conveyor jams as illustrated in the case study. Other indicators can include cracked gates, leakers, white feet and bottles bursting in the filler or warehouse. However, as evidenced in the case study, additional tests as well as the tracking of solid bottle performance data, are necessary to help diagnose and correct the problem at hand as well as to verify that the process continues to operate correctly, ensuring all bottles in the production run meet quality and performance standards. The use of tools from visual inspection to pressure testing to fully automated control by the Process Pilot ensure the optimized process can be maintained.
Photos: Agr International
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
