
Higher Productivity and Greater Efficiency Nissei ASB Machine Co., Ltd. - Introducing the PF36 Family
Building on the success of the PF24-8B 1.5 Step Injection Stretch Blow Moulding machine first launched at K2013 in Düsseldorf, Nissei ASB recently will debut the first of its new PF36 Series at China Brew & Beverage 2018 in Shanghai. The new model line-up extends the range and capabilities of the platform providing higher productivity and even greater efficiency.
THE 1.5-STEP MOULDING PROCESS
Traditionally, PET bottles are made either by the 1-step or 2-step moulding processes. In the 1-step process, containers are moulded directly from PET resin in a single injection stretch blow moulding machine where the residual heat from injection is used to allow blowing of the bottle. In the 2-step process, raw material is first injection moulded into preforms which are then stored or transported at room temperature before being re-heated and blown into the finished container by a separate stretch blow moulding machine. Depending on the container type and local market conditions, each process has its own merits.
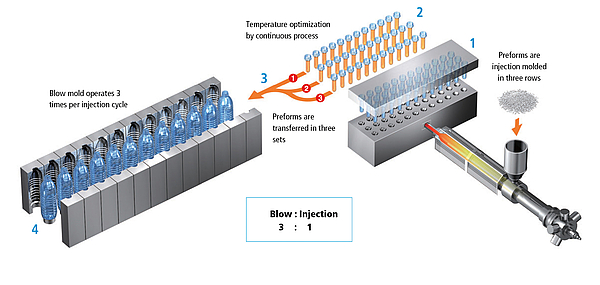
As the world’s leading one-step machine manufacturer, ASB recognized the merits of each system and, in 1995, combined them into a pioneering moulding system that became known as 1.5-step moulding. In this process, preforms are injected in a greater number of cavities, partially cooled to maximize stability then temperature conditioned before being passed to a blow mould containing 1/3 the number of cavities of the preform mould.
Since it normally takes around three times longer to injection mould a preform than to blow a bottle, this means that each part of the machine operates at maximum utilization and investment costs for blow moulds are reduced.
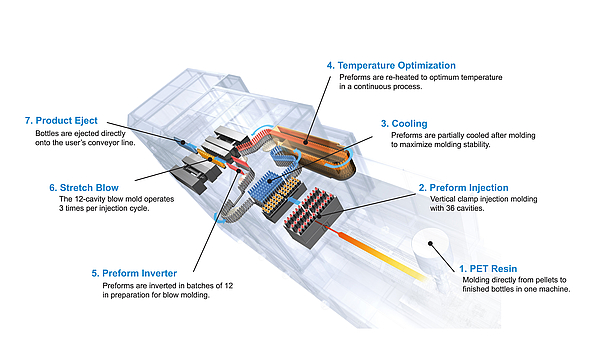
In this latest iteration of the successful family of PF Series machines, preforms are injection moulded in batches of up to 36 then partially cooled to provide a stable starting point for the rest of the process. Preform temperature is then raised and optimized in a continuous flow heating oven before being passed to the blowing station for re-heat stretch blow moulding.
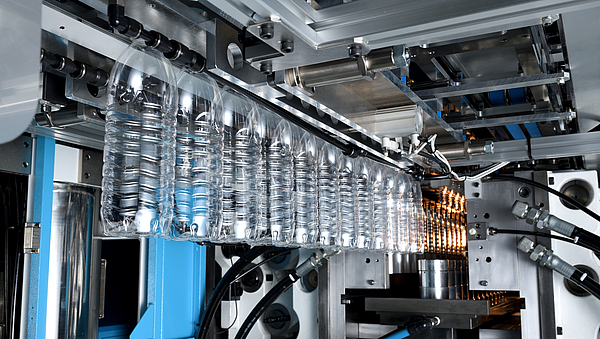
The result is an extremely compact bottle moulding machine that operates at high efficiency and produces the highest quality of finished bottle because, as in the one-step system, preforms are never released, eliminating risk of scuffing or neck deformation. To achieve the same output by two-step moulding at least 2-3 times the factory floor area would be required, product handling costs are increased, and the container visual and neck quality would be significantly lowered.
Additionally, by blowing the bottle within the same machine that moulds the preform, risk of contamination is eliminated, and the hygiene of the bottle is assured, making the machine ideally suited to an in-line filling operation for beverage products.
The model to be shown at ChinaBrew is the PF36/36-600 denoting that it moulds 36 preforms per cycle and is capable to mould bottles up to 600ml capacity. Blow moulding is carried out by an integrated 12 cavity linear blow system that operates three times per injection moulding cycle.
Other models built on the same platform include with:
- 24 preforms and 8 blow cavities up to 1,500ml
- 18 preforms and 6 blow cavities up to 2,000ml
- 12 preforms and 4 blow cavities up to 5,000ml
There are also systems currently under development at ASB that will use the same moulding principle for PET bottles up to 20 liters capacity.
Compared to the previous PF24 model, the new PF36/36-600 has a footprint that is just 30cm longer but increases productivity by around 50~80% from around 9,000bph up to 14,000~17,000 bph depending on the container specification. Part of that increase comes from increased cavitation, but dry cycle time has also been significantly reduced in the blow station, while further developments in preform cooling have seen reductions of up to 30% in injection cycles over previous models.
At CBB2018 the machine will be demonstrated moulding a 500ml, 8-gram water bottle at 14,500bph. This weight represents the lightest practical weight in this class of container and highlights the continual efforts by ASB to reduce the impact of plastics on the environment as well as providing its customers with the most cost-effective moulding solutions.
EFFICIENT HYBRID FUNCTIONS
The injection unit and injection mould clamping are hydraulically operated, utilizing low energy consumption variable displacement pumps, but downstream from there all major movements are driven by servo motors including the blow mould clamp and stretching, while pneumatic operation is reserved for the small and simple motions.
The result is a remarkably low actual energy consumption of just 66kW to mould a 500ml bottle at an output more than 14,500bph which makes it highly economical considering that this is total power requirement for full conversion from raw material to finished product. Further energy savings are achievable at the air compressors with an optional blow air recovery system.
With the linear blow moulding system operating at three times per injection cycle, for small light weight bottles where theoretical output may exceed 17,000bph the linear blow system may need to operate at sub 2.5 second cycle times. In combination with the servo driven systems, ASB’s recently introduced Vision1 machine control system provides high speed, smooth and synchronized control of multiple movements that enables these cycle times to be easily achieved while ensuring incredibly low noise and vibration.
ADVANCED INJECTION
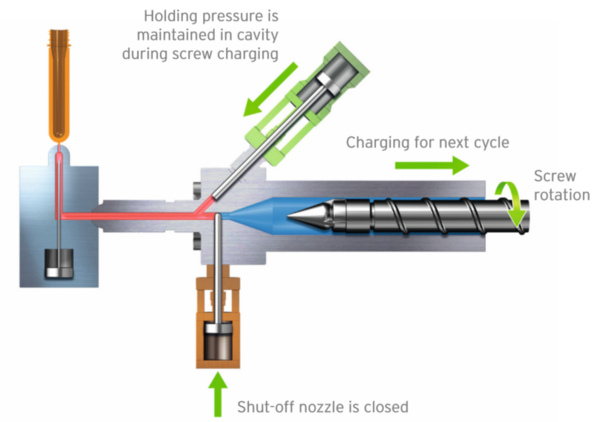
Where light weight preforms are being moulded in short cycle time, the screw charging recovery can be a limiting factor on minimizing cycle time, so as a countermeasure, a holding pressure cylinder is mounted on the front of the injection barrel that maintains pressure within the cavity, allowing screw recovery to occur simultaneously thus ensuring the shortest possible cycle time is achieved.
In the case of high shot weights combined with short cycle times a more advanced injection unit using a twostage (shooting pot) design may be utilized. Both of these systems provide gentle plasticization of the material at high throughputs to ensure moulded products are of the highest possible quality.
Vision1. This industrial PC based system provides a long list of advantages for potential users, one of the key points being improved system integration over dedicated PLC systems which enhances machine cycle efficiency and control precision – vitally important in the high-speed movements in the blow station.
This PC based system is extremely flexible in use and a larger, 18.5 inch panel provides the operator with easier access to relevant information without changing pages.
Flexibility of operation and cost of manufacture and maintenance have been reduced by transferring most manual operation switches to touchscreen operation and within the machine, hard wiring is drastically reduced.
Overall, the system provides the operator with improved feedback to reduce troubleshooting response time and minimize down-time. Easier & faster service support is available and where future developments are made, machine functions can be added or updated via software installation only.
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
