


Fig. 1: The DecoType Select prints on both special-shaped and cylindrical containers made of PET, HDPE and glass.
Besides a decision based upon the product and the brandname, it’s the bottle design and the label that also play a crucial role. This is because the container decoration serves first of all as an eye-catcher, is a source of information for the consumer, and also conveys a message tailored to the target groups concerned – young, classical, and modern alike.
Sleeving technology offers abundant space for striking demand- responsive designs. The flexible plastic films fit seamlessly around highly disparate container shapes, and simultaneously prove to be particularly hard-wearing in everyday use. In addition, sleeving technology also enables hot ll containers to be simply dressed to a high standard of quality. This is why more and more beverage bottlers are sleeving their products, thus meeting the expectations for premium dress.
A PARADIGM SHIFT FOR ENHANCED PERFORMANCE
In order to meet all expectations for sleeving technology, Krones has developed the Sleevematic TS. TS stands here for Top Speed, since Krones’ technology enables a high output of up to 50,000 containers per hour to be reached with just a single station.
This speed has been achieved by a paradigm shift: instead of intermittent operation for sleeve cutting, the tubular lm is now processed in continuous mode. The ultra-high-precision cutting unit, familiar to all users of the Contiroll HS wrap- around labellers, was instrumental in achieving this. This unit has already proved its worth in actual practice more than 1,500 times. Instead of cutting blades, two rotating perforation blades are used in the Sleevematic TS, which apply a micro- perforation at precisely the desired sleeve length.
This provides a number of advantages all at once: whereas the previous cutting function was format-dependent and a new set of handling parts was needed for every new container and/or sleeve size, with perforation it is now possible to set different sleeve lengths without replacing the handling parts. This means a reduction in both handling parts and change-over times.
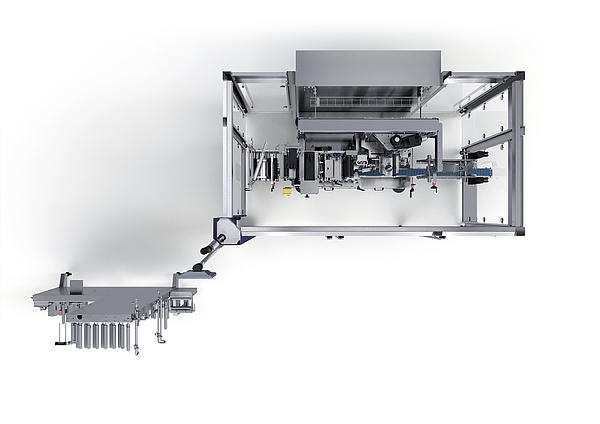
Fig. 2: Thanks to the elimination of a conveyor, a steam tunnel, two driers and an inspection unit, the footprint required could be dramatically downsized.
As before, the sleeves are opened mechanically in the cutting unit of the Sleevematic TS by means of an unfolding pin. Whereas it was previously necessary to set the feed rollers’ press-on force manually at a handwheel, this is now done at the touch of a button using pneumatic cylinders. Servo-driven rollers transport the sleeve without slippage, with the load on the servomotors themselves being substantially smaller, thanks to the continuous operating mode.
The Sleevematic TS can also be combined with an automatic Multireel S magazine, which offers space for six to eight sleeve reels and enables the Sleevematic to run autonomously for up to eight hours without any need for an operator to intervene. What’s more, the Multireel S splices the reels automatically without this causing a reduction in speed, and also scores highly with its space-saving, human-engineered design.
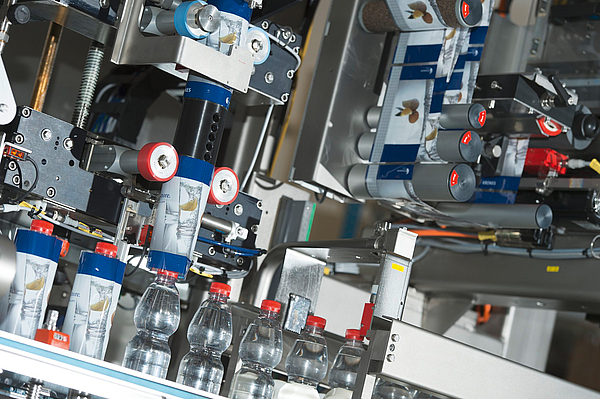
Fig. 3: With tubular- lm perforation, it is now possible to set different sleeve lengths, plus container and sleeve sizes, without replacing the handling parts.
DIGITAL CONTAINER DECORATION FOR A CONSUMMATE LOOK-AND-FEEL EXPERIENCE
Another option for achieving a unique selling point to spotlight products on the supermarket shelves is to adopt new, less familiar packaging and design solutions, such as digital container decoration. In contrast to classical labels, different patterns, different QR and bar codes, and also variable colour gradients can be selectively applied to grooved and relief structures. For consumer products, this creates entirely new opportunities to stand out from the abundance of competing articles. To make it as easy as possible for clients to get started with this new technology, with the DecoType Select Krones not only offers the machinery involved, but also implements the process characteristics and additionally sets up on site the entire work flow. For the clients and their staff, this means they can utilise the DecoType immediately after commissioning at the touch of a button and in all the system’s multifaceted versatility.
When developing the DecoType Select, it was important for Krones and its subsidiary Dekron, the recently created successor to Till GmbH, that flexibility is assured for the beverage bottlers. Even during production, the machine can change over to a new design in a matter of seconds. This means that even small batches can be produced exibly and cost-efficiently – e.g. in order to test different design variants on the market or to individualise packages. There are almost no limits on the users’ choices. The machine can print on both special-shaped and cylindrical containers made of PET, HDPE and glass. Extension to include metal containers and other plastics like PP is currently under preparation.
With a print height of 205 millimetres, the DecoType Select can even keep pace with sleeves, and leaves plenty of space, even with elaborate designs, for accommodating comprehensive textual information on the packaging.
To ensure that the DecoType Select also meets the ultra-stringent hygiene requirements of food and beverage producers, Krones joined forces with external partners to deploy maximised energy and expertise in developing the printing ink involved: the inks that the machine uses have proved to be recyclable in exhaustive lab tests, and meet the standards of the packaging industry.
Fig. 4: The CMYK model enables all colours to be created.
In terms of the colour space, the development people at Krones opted for the CMYK model, which creates the different hues by printing the four components Cyan, Magenta, Yellow and Black (Key) on the same surface in different combinations. As a widely used printing standard, the CMYK model already covers a very broad spectrum of colours. If a client wishes to have corporate or brand colours above and beyond these, he can alternatively also use special inks. The associated printing heads operate using the non-contact drop-on-demand principle, where each drop of ink is not created until immediately before it is actually used.
Before printing is commenced, the container’s surface is first of all pretreated from all sides. This guarantees process stability and ink adhesion. After the artwork area has been underlaid with white ink, which assures properties like colour brilliance, ink adhesion and recyclability, the process colours are successively applied. The ink is finally cured in a UV tunnel. The ink supply to the DecoType Select utilises a bag-in-box pack for inks holding five litres. This means that at maximum speed and ink coverage of 50 % for white and 20 % for each process colour, production can be run for an eight-hour shift. The ink supply system also includes a central cabinet that accommodates re ll stations for all printing units and cleaning liquids, plus a collecting container for the cleaning waste.
Ink is refilled during ongoing production, so the DecoType need not be halted.
Even though digital printing is already on the advance worldwide – in the food and beverage sectors it has yet to achieve a major breakthrough. Because thanks to the flexible options provided, bottling plants can run a cost- efficient production operation and grab consumers’ attention at the POS by a uniquely distinctive visual impact.
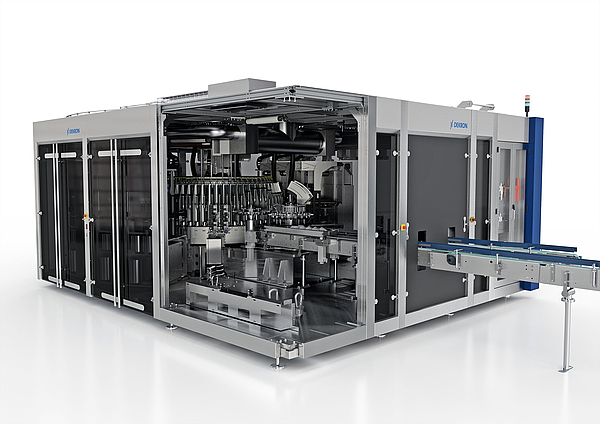
Fig. 5: With the DecoType Select, even small batches can be flexibly cost-efficiently produced
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
