
This article describes the need for sophisticated thickness gauging to meet the PET industries growing requirements to reduce bottle weight. Detailing the principles behind confocal technology and its implementation to acquire high accuracy base and wall thickness measurements. Confocal sensors have been compared with section weights, Hall Effect sensors and infra-red absorption, exploring various advantages and limitations.
The continued weight reduction of PET bottles minimises wasted raw material, but places greater emphasis on developing better production processes and creating more efficient preform and bottle designs. Recent years have seen significant advances in bottle forming technologies, producing thinner walls and lower amounts of excess material in the bottle base, whilst preserving structural rigidity and functionality.
These increasing demands on Research & Development (R&D) and Production require accurate and repeatable measurement systems, to not only report wall thickness, but also provide reliable measurement data for the bottle base - peak and valley.
Furthermore, it is ever more important to verify material distribution. Poor distribution in the blown bottle can be attributed to a number of reasons, for example, preform quality and blow moulder temperature variation. Thickness results at detailed heights and rotational positions are vital for meaningful material distribution analysis.
Chromatic Confocal Sensors
To meet these demands Torus Measurement Systems have developed the B300 Wall Thickness Gauge. Doing away with non-linear, infra-red, PET specific, transmission monitoring. Instead utilising Chromatic Confocal Technology for high accuracy, high linearity and flexible one-sided thickness measurement.
The sensor focuses white light through a series of high precision lenses creating controlled chromatic aberration; splitting the lights wavelengths, and thus its colours, across the working distance of the sensor [Figure 1]. A factory calibration assigns every wavelength of colour to a discrete distance from the sensor. The light reflected from the target surface is directed onto a spectrometer and the wavelength in focus produces a high intensity peak on the spectral graph.
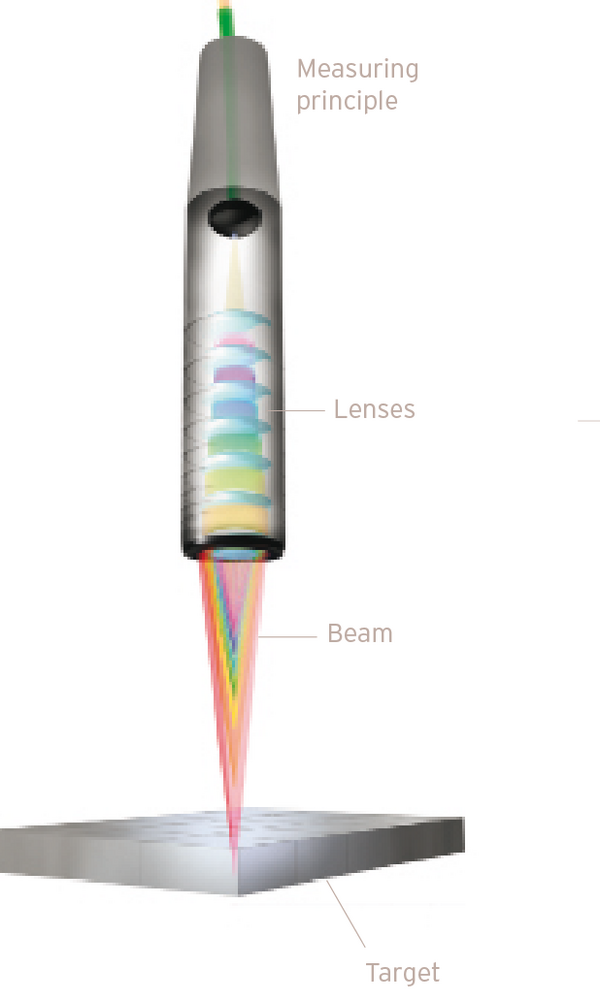
FIG 1: Confocal sensor exhibiting chromatic aberration
Linear Thickness Measurement
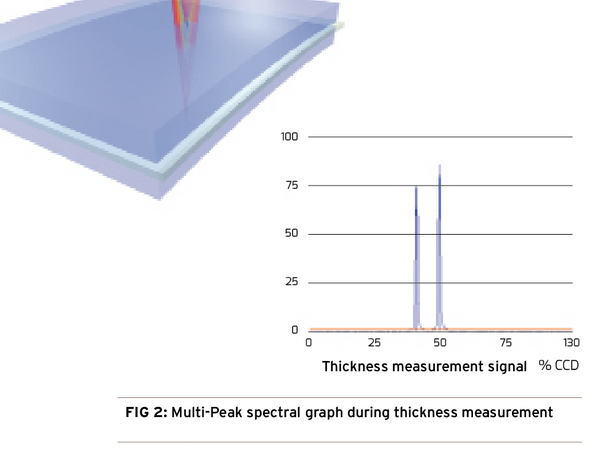
When measuring transparent material, such as the PET bottle wall, a proportion of light is reflected off the outer surface of the bottle. The rest passes through the material and reflects off the inside surface, forming two high intensity peaks on the spectral graph [Figure 2].
When combined with the materials Refractive Index,
defined as:
where represents the speed of light in a vacuum and is the phase velocity of light in the material, it creates an accurate, one-sided, non-contact, thickness measurement for the bottle wall and base.
Significant Advantages
Including, but not limited to:
Linearity of <30µm over its full 3mm measurement range (customisable). Removing the need for offline verification of individual positions to compensate for thickness, geometry and colour.
A measurement spot size of 7.2µm increases positional accuracy and removes large area averaging.
Single sided wall thickness measurements give an accurate representation of material distribution.
Ability to measure any transparent material with a known refractive index or a single reference sample - not just PET.
Absolute measurement – non-comparative.
Multi-layer thickness measurement is possible, given a refractive index change between layers.
Torus’ B300 Wall Thickness Gauge combines a confocal sensor, 4-axis motion control and sophisticated software to provide a measurement system not only suitable for production areas, but also ideal for R&D facilities.
Dimensional Scanning
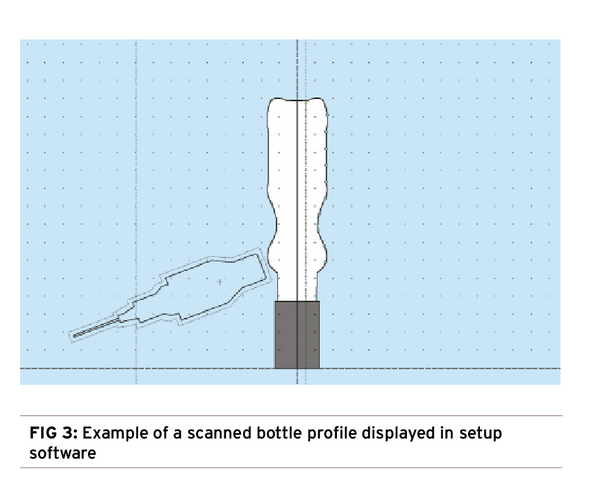
The B300 Wall Thickness Gauge also utilises the confocal sensor’s ability to measure distances. Enabling the profile of any bottle to be scanned ready for the operator to select the required measurement positions - including on the bottle base [Figure 3]. The high accuracy motion controller positions the sensor reliably anywhere on the bottle, ensuring surface perpendicularity, achieving the highest accuracy base thickness measurements.
Confocal Base Thickness
The majority of material waste reduction in the bottle base is achieved in the preform design and tested with theoretical simulation models. Placing higher requirements on the blowing process, resulting in tougher specification limits. However, the only guaranteed method to determine its effectiveness is to physically measure the blown bottle. Historically, base thickness measurements have been performed either by comparing section weights or using Hall Effect sensors; both methods having their limitations.
Section Weight
A destructive measurement giving an indication of the amount of material used, but no information regarding material distribution. Outside tolerance thicknesses go undetected, offering no empirical evidence that the bottle has been blown evenly through 360°. In addition, as bottle weights continue to reduce, the measurement percentage error is increasing to unacceptable levels. The B300 Wall Thickness Gauge can achieve accuracy values of <10%.
Hall Effect
A contact measurement where a magnetic ball-bearing is dropped inside the bottle and attracted to a magnetized probe manually positioned on the outside. Introducing a magnetic field to a conductive sensor creates a voltage output proportional to the field strength: this is known as the Hall Effect or Hall voltage. The distance of the ball to the probe, set by the wall thickness, alters the magnetic field and, as such, the voltage output. These changes are calibrated for thickness measurement.
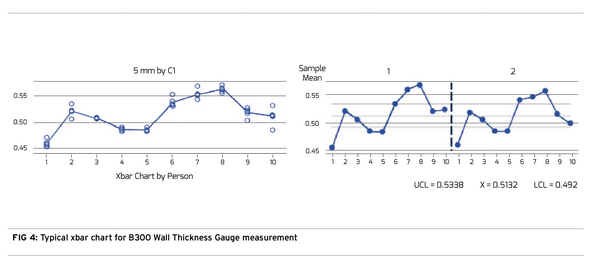
Whilst this is a proven and accepted method, it is heavily influenced by the operator. Relying on manually positioning the sensor yields high reproducibility errors, with possible R&R percentages of >30%. The B300 Wall Thickness Gauge can achieve repeatability values of <10% [Figure. 4].
Infra-red Absorption
Thickness measurement by electromagnetic absorption is principally based on the Beer-Lambert law, simplified as:
where is absorption, is material molar absorptivity, is com-pound concentration and is the path length of the sample.
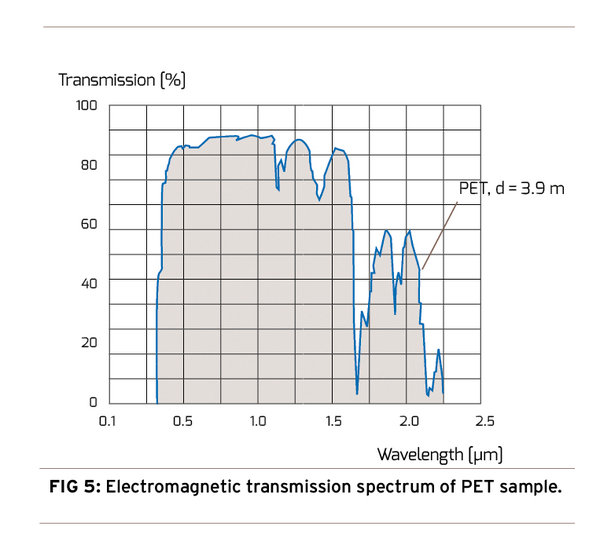
PET has a complex electromagnetic transmission spectrum [Figure. 5], leading many absorption systems to use emission wavelengths specific to PET measurement. A wavelength with an optimum ratio is required to detect changes in material thickness. Unfortunately the effect of additives and barrier layers on transmissivity cannot always be anticipated. Furthermore, the relationship between path length and absorption is logarithmic and typically requires a multipoint calibration to compensate.
Absorption technology uses an emitter and receiver on the same axis, often placed either side of the PET bottle. As a result the reported thickness is a combined average of both sides. The B300 Wall Thickness Gauge reports one-sided material distribution at specifiable heights and rotational positions on the bottle shoulder, wall and base.
Continued Innovation
Torus’ next innovations are re-imaginings of the industry recognised Top Load/Volume Gauge and a high-speed, high-volume Preform Inspection Gauge.
It is important to recognise that the advances are not solely from the introduction of new technology, but also from the use of discernible metrology. Making the distinction between process monitoring and real measurement. Users are provided with reliable and traceable data subjected to stringent correlation, capability and R&R procedures.
The importance of clearly defining and understanding terms such as accuracy, capability, repeatability, reproducibility, precision, resolution, calibration and traceability will be continued in Part 2: Metrology Principles for the PET Packaging Industry.
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2026.
