SCHÖTTLI AG of Diessenhofen/Switzerland is the only manufacturer of injection moulds for the production of caps to offer all standard mould concepts from one single source. 96 bottle caps, the current maximum number of caps produced in one single mould, can be removed by slider systems, collet chucks or without either of these two, in cases where the tamper-evident bands are slit after moulding. This comprehensive service makes SCHÖTTLI a neutral partner and caters to customers all over the world without the need to commit to a particular mould concept. Independently of any removal concept, moulds made by the Swiss mould specialist have proven to be an efficient and reliable asset for both cap producers and bottling companies.
Injection moulds for the production of caps with a tamper-evident band (TE) are compact high-performance systems with exacting requirements in terms of output, production safety, quality, and reliability. One essential purchasing motivation of manufacturers is their familiarity with one particular mould concept. Regional safety requirements can also influence the decision for or against one particular removal concept.
Traditional sliding split moulds
Many cap producers use slider systems. This most traditional of removal methods is preferred by the majority of mould makers and widely used in many mould-operating facilities, numerous production sites and among most operators.
Sliding split moulds remove the tamper-evident band by opening the sliders. Slider systems are available with different geometries and are popularly used for demoulding undercuts of moulded parts.

32-cavity SCHÖTTLI cap mould with slider system
Photo by SCHÖTTLI AG
SCHÖTTLI specialty: removal with collet chucks
Collet chuck moulds are considered rare and they represent a smaller market segment, as only very few suppliers are able to manufacture them. Nonetheless, the market segment for this removal method is growing steadily. SCHÖTTLI collet chuck moulds offer the benefit of maximum freedom of cap design and geometry combined with a particularly compact cavity arrangement in the mould and low space requirements. Compared with all other concepts, this method allows production on relatively small injection moulding machines. Collet chucks ensure that all bridges that connect to the tamper-evident band (TE) are demoulded in a geometrically identical manner because of the opening of the collet chuck in six directions. This approach is beneficial for contract bottling companies as well as for consumers.
The constant and even geometry of bridges across the diameter of screw caps has several advantages: it allows a virtually uninterrupted capping operation at the bottling filling line as the tamper-evident band is evenly distended during capping. During this process, all connecting bridges are subjected to an identical load, so that weak connections are not torn during capping. This is particularly important for the bottling process as it guarantees an error-free closing procedure.
Consumers also benefit from even bridges: when the screw cap is opened for the first time, the tamper-evident band tears evenly. This homogeneous opening behaviour provides maximum protection from manipulation, which ensures consumers that they are enjoying a high-quality product from safe packaging.
SCHÖTTLI grants all its collet chucks a lifecycle guarantee of 5 million cycles, despite the fact that they are under high mechanical stress due to frequently changing loads. Processors that opted for SCHÖTTLI collet chucks as an alternative to slider systems never changed back. Rather, processors using smaller collet chuck injection moulds have recently taken to ordering new moulds with a higher number of cavities. Accordingly, SCHÖTTLI has built collet chuck moulds with a total of more than 8,000 cavities over the past years and almost all recently supplied moulds were equipped with 96 cavities.

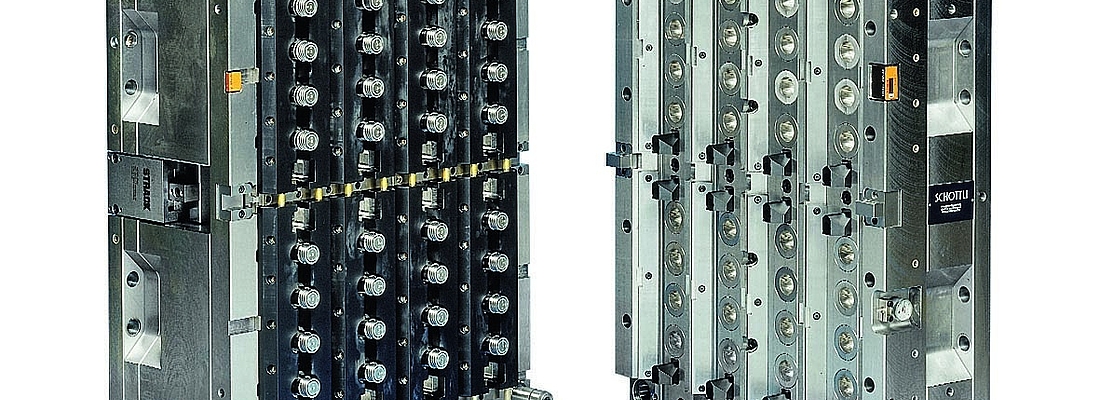
96-cavity SCHÖTTLI cap mould with collet chuck demoulding
Photo by SCHÖTTLI AG
Post-slitting of the tamper-evident band for maximum safety
Bottling specialists in the US, Europe and in China prefer caps with continuously gated tamper-evident bands that become operable by means of folding or slitting in downstream stations. These screw caps provide consumers with maximum safety from manipulation.
This mould concept does not require any further movement for demoulding by sliders or collet chucks. Nonetheless, demoulding of small undercuts also has to be ensured. The core must withstand the forces applied during stripping. SCHÖTTLI adapts the forced ejection method to product and customer requirements. After injection moulding, the individual screw caps are routed past cutting knives that are rotating at high speed, in order to partially cut open the closed TE band.
Up until recently, a part of the cap producers have been using compression moulding as their preferred production technique, which required post-folding and -slitting. Many of these manufacturers are currently changing to superior injection moulding, but retained the existing closure geometry. Accordingly, they still prefer forced ejection in order to be able to still use their existing downstream equipment for folding and slitting. This two-tier strategy allows facility operators to flexibly change to quality improved injection moulding without risk and prevents the risk of potential maintenance requirements, which may otherwise occur with unknown demoulding technology.

96-cavity SCHÖTTLI cap mould with forced ejection
Photo by SCHÖTTLI AG
Maximum production rates and trouble-free maintenance
All SCHÖTTLI cap moulds can be maintained while installed on the injection moulding machine.
Mass production of increasingly lighter, i.e. thin-wall caps results in very exacting requirements in terms of output rate and precision of machines and moulds. These demands can only be met with production equipment that guarantees 100% process safety and a finely-tuned injection moulding system consisting of mould and injection moulding machine, which allow a high output rate, maximum repeatability and dimensional stability. Integrated camera monitoring systems used for optical inspection prevent the supply of defective caps, which are produced with a reject rate of virtually nil.
In the wake of an ever more diversified range of customer requirements, SCHÖTTLI has designed and manufactured high-performance moulds for a variety of cap geometries and worked in close cooperation with its partners to develop highly efficient production systems.
| SCHÖTTLI AG Mould Technology Stefan Gaul, Product Manager Packaging Doris Anderegg, Marketing Tel. +41 52 646 2222 Fax +41 52 657 3532 info@schoettli.com |


